English
English








Questa guida vi aiuterà a preparare i vostri pezzi di lavorazione CNC per la produzione.
La progettazione per la produzione, nota come DFM, assicura che i componenti progettati possano essere prodotti, il che è fondamentale per l'outsourcing. Aiuta a ridurre le revisioni e i tempi di consegna.
Selezione di materiali
Norck offre un'ampia scelta di materiali per la lavorazione CNC:
|
|
Materiale |
Precisione (mm) |
|
Metalli |
Titanio |
|
|
Acciaio inossidabile |
|
|
|
Ancora lega |
|
|
|
Ottone |
|
|
|
Rame |
|
|
|
Plastica |
Delrin (POM) |
|
|
PEEK |
|
|
|
ABS |
|
|
|
CPVC |
|
|
|
Acetale |
|
|
|
HDPE |
|
|
|
LDPE |
|
|
|
Policarbonato (PC) |
|
|
|
Polipropilene (PP) |
|
|
|
PVC |
|
|
|
PS |
|
|
|
PSU |
|
|
|
PPSU |
|
|
|
PEI |
|
|
|
PET |
|
|
|
PMMA |
|
|
|
PTFE |
|
|
|
Nylon |
|
Finiture
Offriamo le seguenti finiture per i vostri componenti lavorati a CNC:
- Assemblaggio
- Rivettatura
- Verniciatura a polvere
- Lucidatura
Tecniche di lavorazione CNC
Lalavorazione CNC designa diversi tipi di tecniche di fabbricazione, ma si riferisce principalmente alla tornitura e alla fresatura CNC .
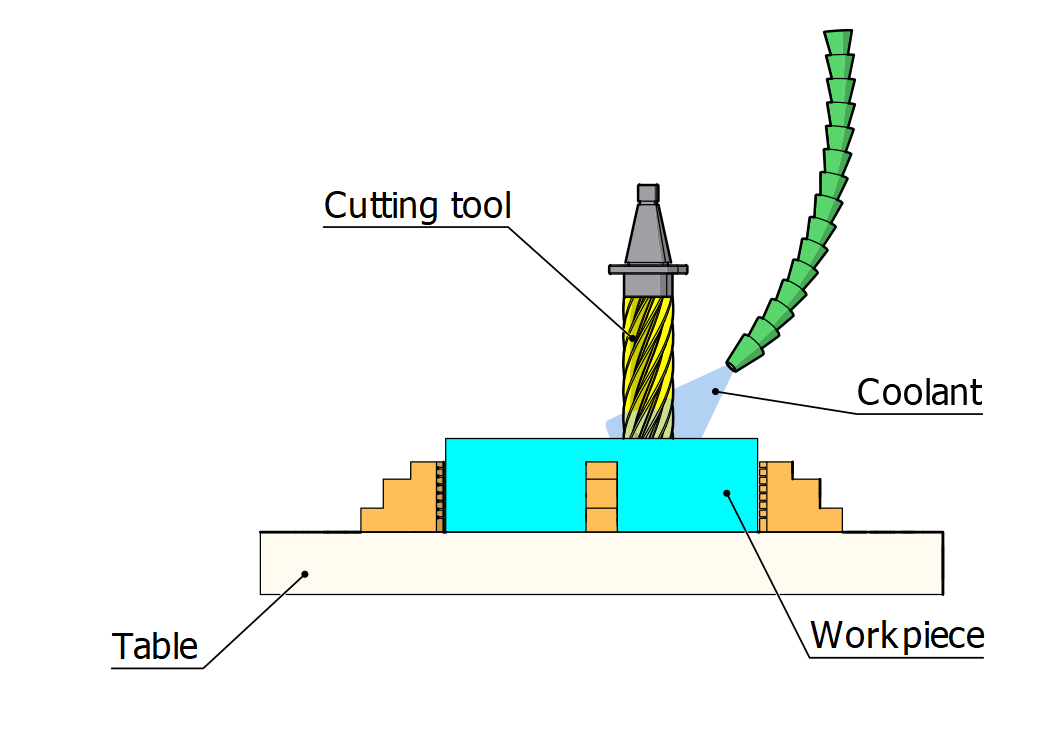
A. Fresatura CNC:
La fresatura CNC (Computer Numerical Controlled milling) è un processo che utilizza uno strumento rotante per rimuovere materiale da un pezzo.
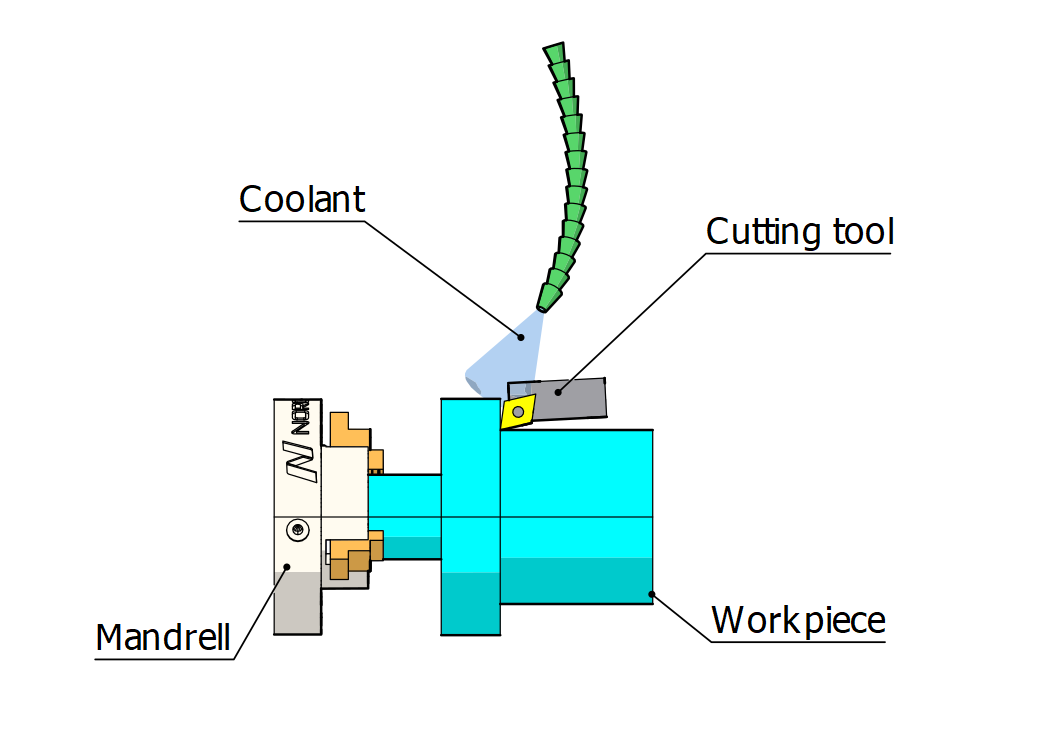
B. Tornitura CNC:
A differenza della fresatura CNC, in cui l'oggetto rotante è lo strumento, nella tornitura CNC il pezzo ruota ad alta velocità per ottenere la velocità necessaria alla lavorazione. Nella tornitura CNC, il pezzo da lavorare viene tenuto in un tornio e fatto ruotare ad alta velocità.
Come scegliere il processo più adatto al mio prodotto?
Latornitura CNC viene utilizzata quando la forma desiderata è cilindrica o conica, mentre la fresatura CNC viene utilizzata quando la forma desiderata è piatta.
Scelta del materiale
La scelta del materiale è fondamentale per la funzionalità e l'aspetto di un prodotto. I materiali duri, come il titanio, sono più rigidi ma richiedono più tempo per essere fabbricati rispetto ai materiali morbidi, mentre i costi di lavorazione sono più elevati.
Forme
Oltre al materiale, anche la forma dei pezzi può influire sul costo del progetto. Le forme complesse sono più difficili da produrre rispetto alle forme primitive.
Se è necessario realizzare una cavità complessa, l'elettroerosione a filo potrebbe essere la soluzione migliore per le cavità passanti e l'elettroerosione per le cavità non passanti, come quelle di stampaggio.
Precisione
È la deviazione della fabbricazione rispetto al progetto. Un pezzo fabbricato non può essere identico al modello 3D. il progettista deve aggiungere delle tolleranze per l'accettazione, chiamate intervallo di tolleranza.
Ad esempio, lo spessore di una piastra è di 10 mm, chiamato dimensione nominale. Aggiungendo alla dimensione nominale un intervallo di tolleranza di ±0,1 mm, qualsiasi pezzo con spessore compreso tra 9,9 e 10,1 mm è considerato accettabile.
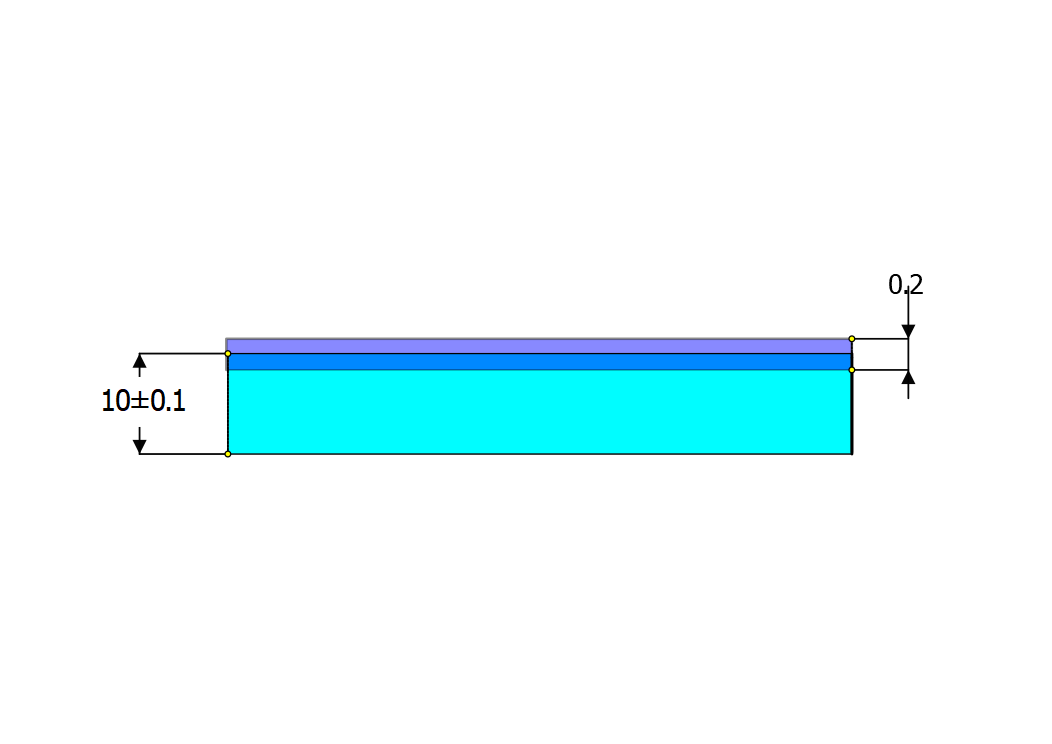
Tolleranze strette incidono sul costo dei pezzi, mentre tolleranze ampie possono comprometterne la funzionalità.
Una buona pratica consiste nell'analizzare gli spazi vuoti e le interferenze dei pezzi per determinare le tolleranze essenziali; per le caratteristiche non funzionali, l'applicazione di tolleranze ampie riduce il costo.
Ad esempio, nel sistema di tolleranza "ISO2768mk" la tolleranza per una dimensione lineare di 5 mm è di ±0,1 mm, una classe media. La tolleranza più grossolana è di ±0,05 mm, quella più ampia di ±0,3 mm.
I nostri ingegneri possono analizzare il vostro prodotto e suggerire la tolleranza geometrica e dimensionale (GD&T) più conveniente in base agli standard ISO e ASME.
Dimensioni massime
Possiamo produrre pezzi di dimensioni pari a :

Per garantire che i pezzi progettati possano essere prodotti, è necessario adottare le migliori pratiche per migliorare la producibilità e ottenere prodotti di alta qualità.
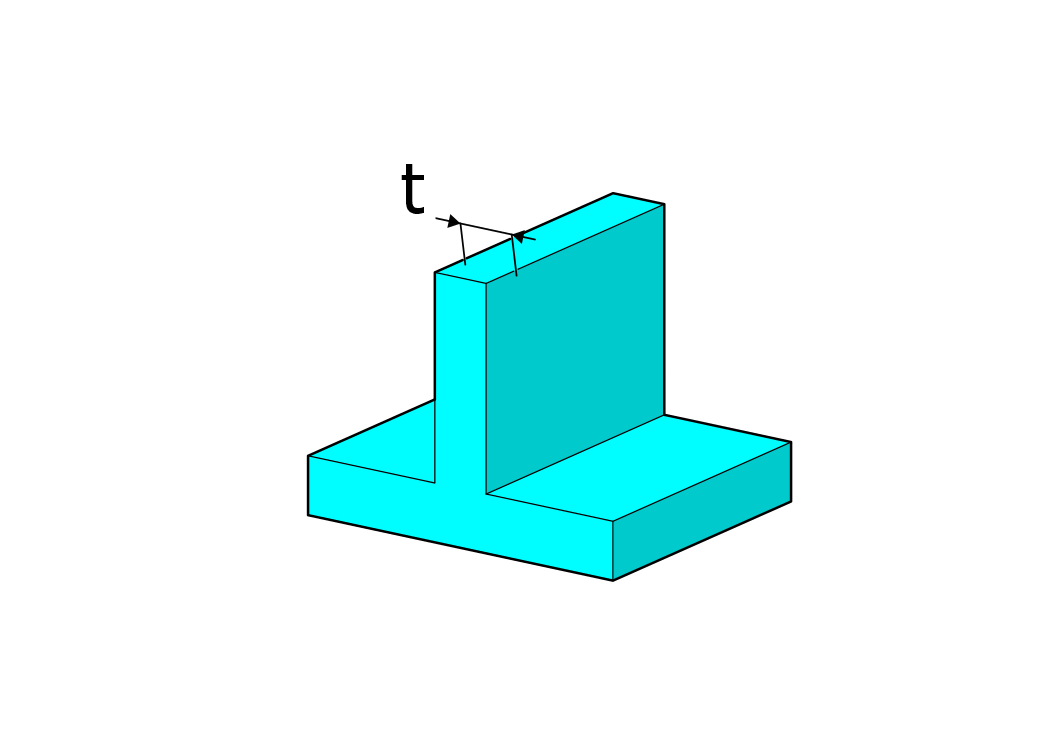
Pareti
Le pareti devono essere inferiori a 0,5 mm per i pezzi in metallo e a 1 mm per quelli in plastica. Se è necessario avere pareti sottili, la lamiera potrebbe essere un'alternativa migliore.
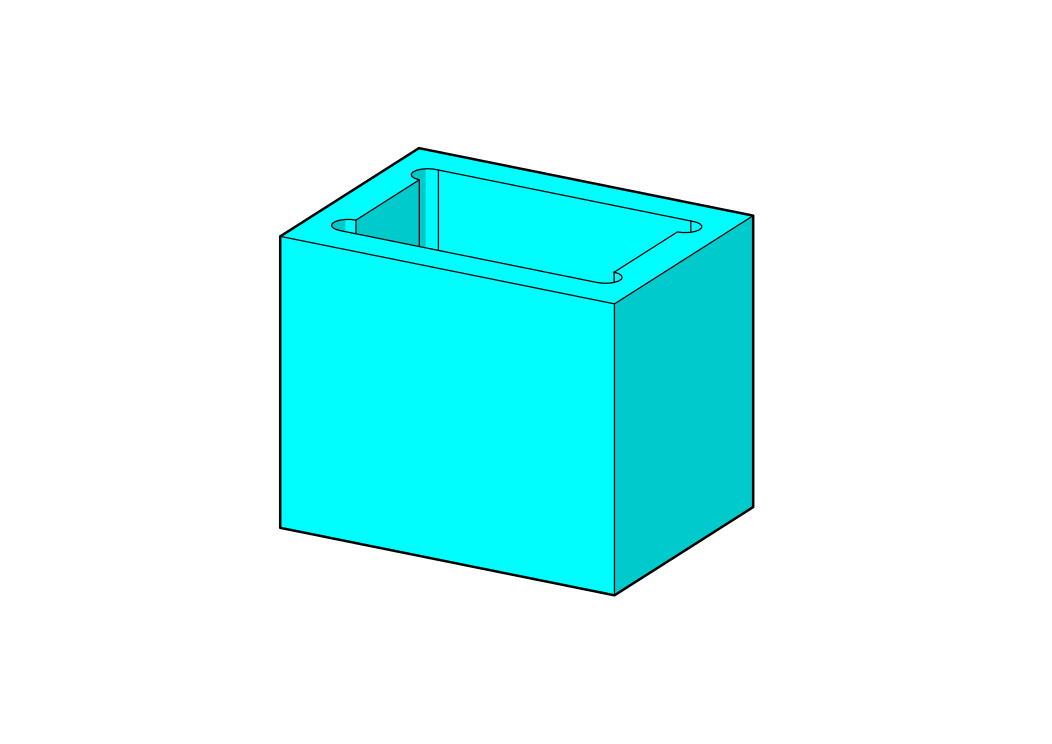
Cavità
Le cavità vengono realizzate asportando materiale dai pezzi grezzi. A causa della lunghezza dell'utensile, la profondità delle cavità è limitata a quattro volte la loro larghezza. Le cavità profonde incidono sul costo del pezzo perché richiedono più tempo per la produzione e un'attrezzatura speciale.
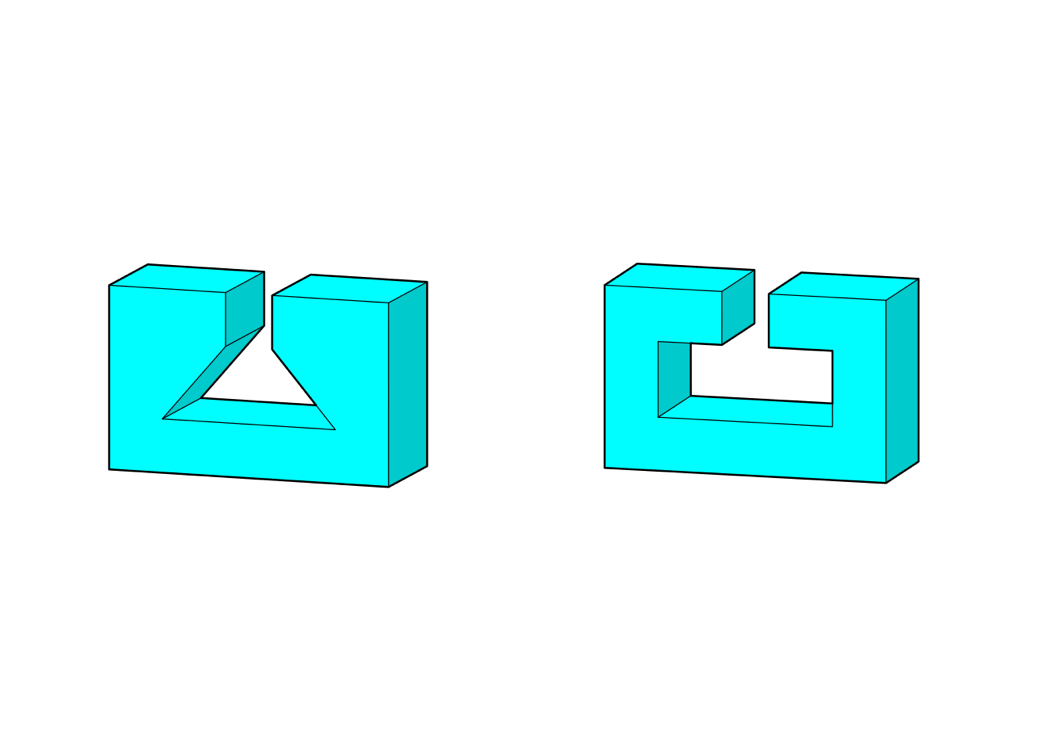
Angoli quadrati
Un angolo quadrato è l'intersezione di tre spigoli in una cavità. La lavorazione CNC non è in grado di produrre angoli squadrati. La soluzione è aggiungere dei filetti agli spigoli, come mostrato di seguito. Il raggio consigliato deve essere pari o superiore a 1/3 della profondità della cavità.
Se non è possibile aggiungere un filetto, si può ricorrere alla lavorazione per elettroerosione .
Un'altra soluzione consigliata è quella di aggiungere angoli a forma di osso di cane, come mostrato di seguito:
Angoli
L'aggiunta di filetti ai bordi verticali esterni riduce l'accumulo di sollecitazioni, rende più sicuro l'assemblaggio e migliora l'estetica.
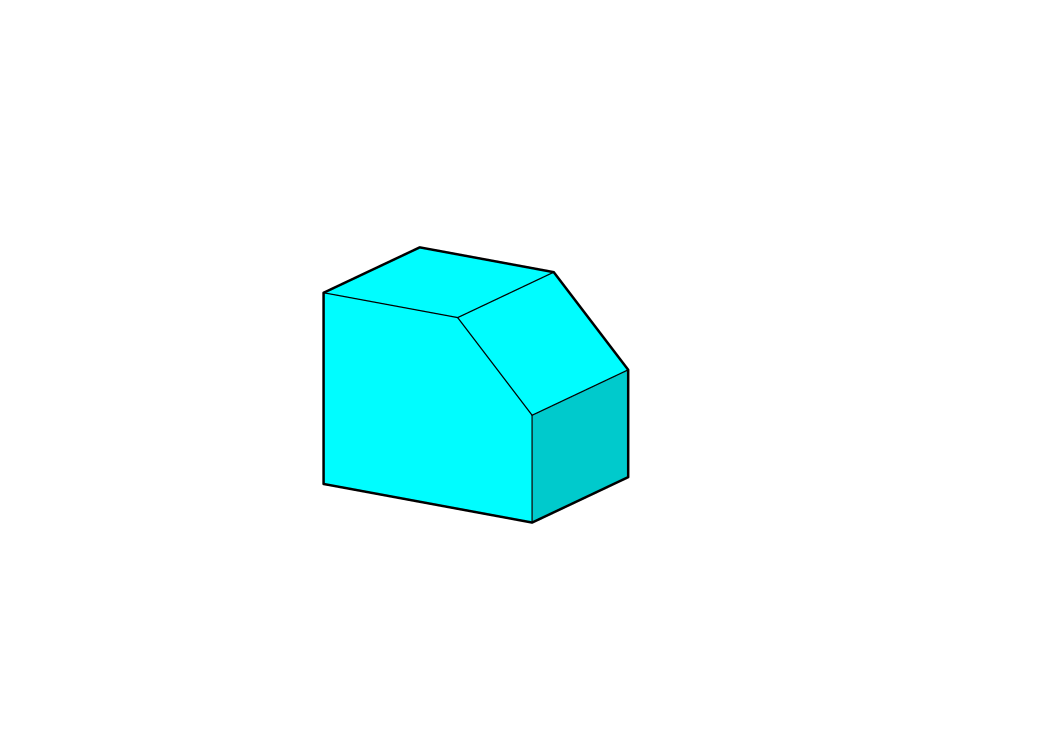
Smussi
Aggiungere smussi per facilitare l'assemblaggio dei pezzi e per rompere gli spigoli vivi.Evitare di aggiungere smussi per tutti gli spigoli vivi. Norck interrompe tutti gli spigoli vivi, se non diversamente specificato.
Sottotagli
I sottosquadri sono cavità non accessibili in generale e richiedono utensili speciali, con conseguenti costi più elevati. Si consiglia di dividere il pezzo in più parti per facilitare la lavorazione.
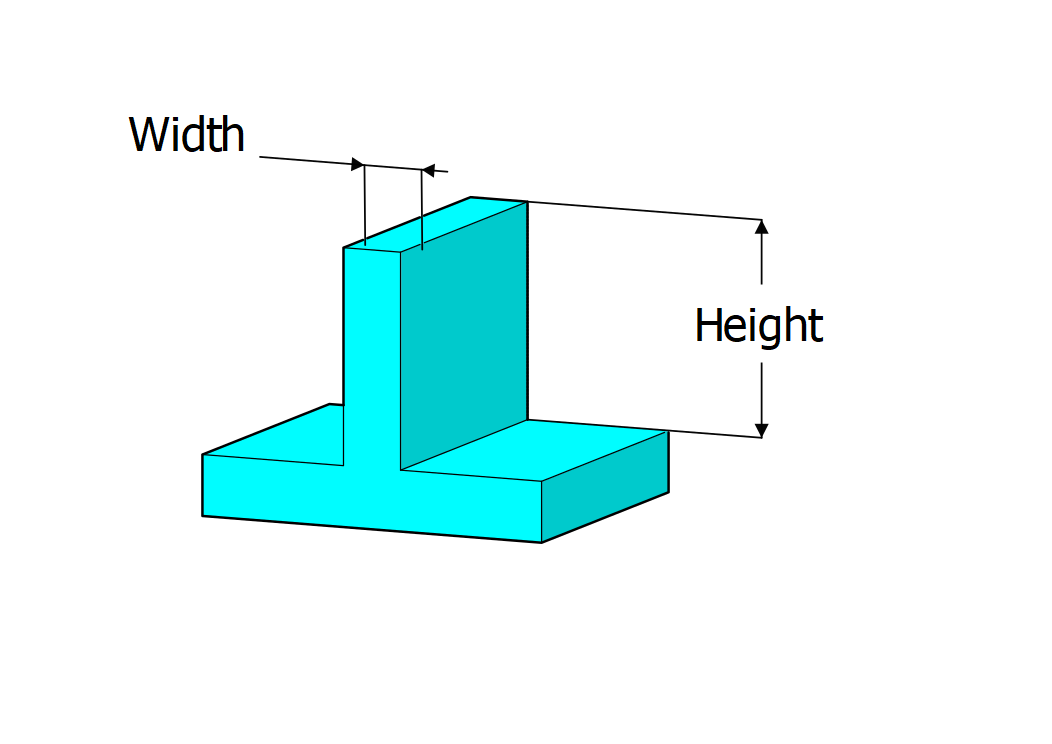
Altezza dell'elemento
L'altezza consigliata di un elemento è quattro volte la sua larghezza.
Profili 3D
I profili 3D vengono lavorati in base alla definizione del modello 3D. Si tratta di una forma complessa che richiede tempo per la programmazione e la lavorazione, con conseguente aumento del costo del pezzo. Se possibile, si consiglia di utilizzare forme semplici.
Fori
La profondità dei fori può raggiungere 30 volte il diametro nominale, a differenza delle cavità.
I diametri standard dei fori vanno da 1 mm a 38 mm. I fori da 0,05 a 1 mm sono fattibili, ma il costo dei pezzi aumenterà.
Filettature
Offriamo filettature a partire da #0-80 (ANSI) e M2 (ISO). La profondità consigliata delle filettature è tre volte il diametro nominale.